







3D-druck
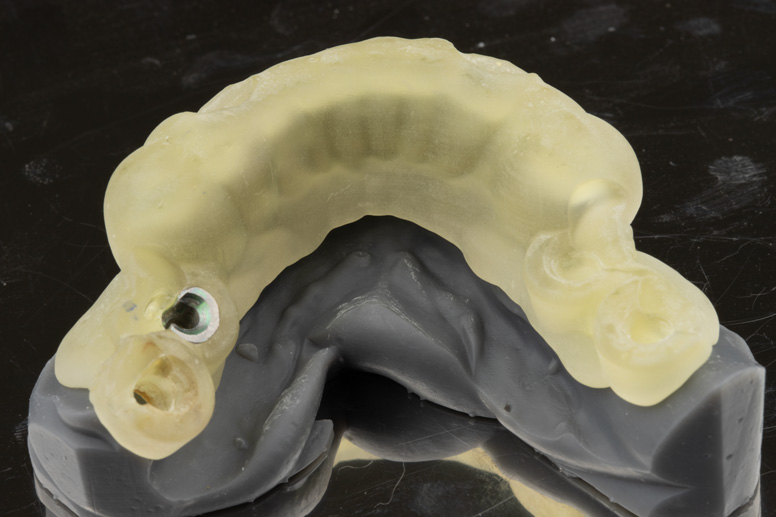
3D-gedruckte Strukturen werden häufig als Modelle oder chirurgische Vorlagen verwendet. Genau wie ein Gipsmodell kann ein gedrucktes Modell zusammenklappbar oder sogar elastisch gemacht werden. Beispielsweise wird es möglich, zwei Kiefer in einem Block zu drucken und dabei die Kieferbewegung zu imitieren.
Drei Arten von 3D-Druckern sind weit verbreitet: Filament-, Stereolithografie- (SLA) und Lasersinterdrucker (SLS). Filamentdrucker zeichnen sich durch großformatige Produkte und geringe Genauigkeit aus, was ihren Einsatz in einem zahntechnischen Labor unmöglich macht.

Das Funktionsprinzip von SLA– und MSLA-Druckern basiert auf der Polymerisation von Harz unter dem Einfluss ultravioletter Strahlung (Licht). Bei einem SLA-Drucker bewegt sich ein einzelner dünner Lichtstrahl schnell über die Oberfläche des Harzes, während bei einem MSLA-Drucker ein gleichmäßiger Lichthintergrund durch eine LCD-Matrix gefiltert wird, wodurch das Harz gleichzeitig an verschiedenen Stellen gebacken werden kann. Zeit. MSLA-Drucker ermöglichen einen deutlich schnelleren Druckvorgang und werden daher in der Praxis häufiger eingesetzt.
120201D
3D-Druck-Modell (1 Stück)
€ 15
30712
Provisorische Krone (3D-Druck)
€ 35
120215
CAD/CAM-Design + 3D-Druck (1 Zahn)
€ 20
Aus dem Harz erhebt sich nach und nach die Plattform, auf der die Basis des künftigen Modells befestigt wird, und alle paar Sekunden wird eine weitere Schicht hinzugefügt. Wenn während des Druckvorgangs Teile des Modells „in der Luft hängen“, erstellen wir mithilfe von Computermodellen spezielle Stützen.
Die Ausgabe im Stereolithografie-3D-Drucker erfordert eine Nachbearbeitung. Die Stützen müssen aus dem fertigen Produkt geschnitten werden. Das gedruckte Objekt wird in einer speziellen Waschmaschine gewaschen Creality UW-01 zum Entfernen von flüssigem Harzresten und Platzieren in einer UV-Kammer bredent bre.Lux PowerUnit 2 </a > zur zusätzlichen Härtung.

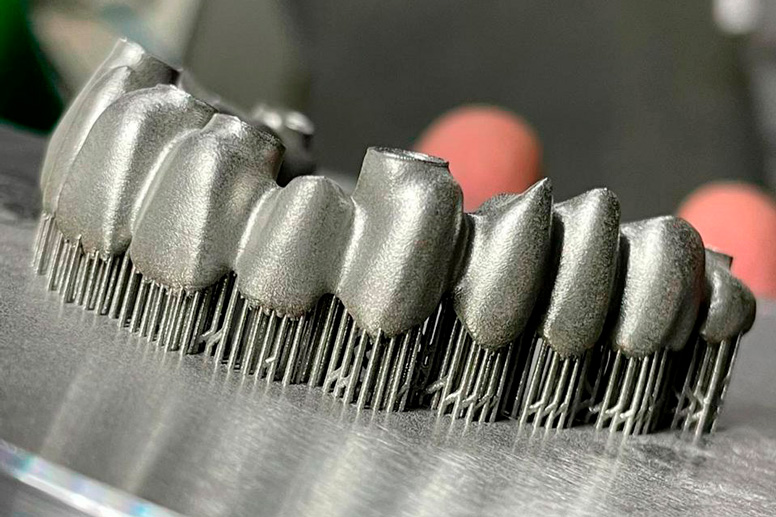
SLS ist eine Technologie zum Laserschweißen eines Rahmens aus Metallpulver nach einem CAD/CAM-Modell. Die Rahmenherstellung mittels SLS ist kostengünstiger als das Fräsen, aber gleichzeitig vergleichbar schnell. Der springende Punkt ist, dass der Fräser viel wertvolles, hochwertiges Material rund um das Werkstück herausschneidet. Außerdem bleibt nach dem Fräsen eine Metallscheibe übrig – der Rest des Materials. Gleichzeitig kann das restliche SLS-Pulver im nächsten Zyklus erneut verwendet werden.
30611S
Facettenkrone, Metallkeramik (SLS)
€ 145
40315S
Facettierter Brückenglied, Metallkeramik (SLS)
€ 140
70239
Fast & Fixed, SLS, Zähne Ivoclar, Stratos, ohne Multi-Units
€ 1 050
Beim Drucken jeder einzelnen Schicht bewegt sich der Laserstrahl des Druckers mit hoher Geschwindigkeit entlang eines programmdefinierten Pfads. Auf diese Weise werden die Metallpulverkörner durch den Strahl aufgeschmolzen und verschweißt sich so gezielt untereinander und mit den Teilen der vorherigen Schicht. Wenn der Laserstrahl seine Bewegung abgeschlossen hat, sinkt der fertige Teil des Modells ein kleines Stück weit nach unten und eine neue Pulverschicht fällt auf die abgesenkte Oberfläche. Dieser Druckzyklus wird wiederholt, bis das fertige Produkt vorliegt.


Da sich der fertige Teil des Objekts in allen Druckphasen in einem Behälter mit Pulver befindet, wird die Schwerkraftlast der hervorstehenden Teile auf das Pulver verteilt. Daher ist es beim SLS-3D-Druck nicht erforderlich, Stützen zu entwickeln und zu drucken. Beim Drucken von Prothesen fügen wir jedoch weiterhin Unterstützung hinzu. Dies ist notwendig, da das Metall sehr stark mit der Druckerplatte verschweißt ist und die fertige Prothese von der Basis abgesägt werden muss. Dünne Stützstrukturen lassen sich wesentlich einfacher absägen als der Prothesenkörper selbst.
Wenn der Metallrahmen auf perfekte Genauigkeit gebracht werden muss, wird der gedruckte Rahmen in eine Fräsmaschine eingebaut und die Oberfläche der Prothese mit einem Fräser geschnitten.
Techniker, die in diesen Abteilungen arbeiten






