







3D-printing
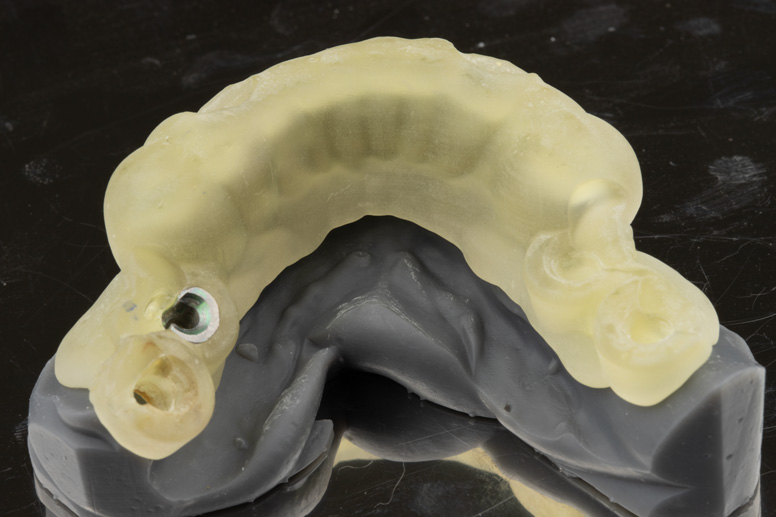
3D printed structures are widely used as models or surgical templates. Just like a plaster model, a printed model can be made disassemblable or even elastic. For example, it becomes possible to print two jaws in one block, simulating jaw movement.
Three types of 3D printers are widely used: filament, stereolithography (SLA) and laser sintering (SLS) printers. Filament printers are characterized by large-sized products and low accuracy, which makes their use in a dental laboratory impossible.

The operating principle of SLA and MSLA printers is based on the polymerization of resin under the influence of ultraviolet radiation (light). In an SLA printer, one thin beam of light quickly moves across the surface of the resin, while in an MSLA printer, a uniform light background is filtered by an LCD matrix, which allows for the resin to be baked in different places at the same time. MSLA printers allow for the printing process to be carried out much faster, which is why they are used more often in practice.
120201D
3D printing of model (1 unit)
€ 15
30712
Temporary crown (3D-printed)
€ 35
120215
CAD/CAM modeling + 3D printing (1 tooth)
€ 20
The platform to which the base of the future model is attached gradually rises from the resin, and an additional layer is added to it every few seconds. If some part of the model is “hanging in the air” at some point during printing, we create special supports using computer modeling.
The output of a stereolithographic 3D printer requires post-processing. The supports must be cut off from the finished product. The printed object is washed in a special washer Creality UW-01 to remove any remaining liquid resin and placed in a UV chamber bredent bre.Lux PowerUnit 2 for additional hardening.

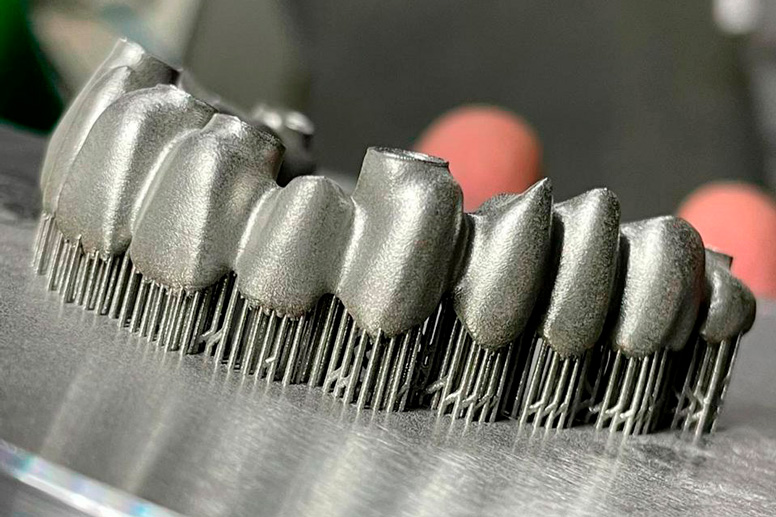
SLS is a technology for laser welding of a metal powder frame according to a CAD/CAM model. Using SLS, making a frame is more cost-effective than milling, but at the same time comparable in speed. The fact is that the milling cuts out a large amount of valuable high-quality material around the workpiece. Also, after milling, a metal disk remains – the remainder of the material. At the same time, the remainder of the powder for SLS can be used again in the next cycle.
30611S
Crown with facing, Porcelain-fused-to-metal (SLS)
€ 145
40315S
Bridge unit with facing, Porcelain-fused-to-metal (SLS)
€ 140
70239
Fast & Fixed, SLS, Ivoclar teeth, Stratos, without Multi-Units
€ 1 050
At each stage of printing a separate layer, the laser beam of the printer travels a path specified by the program at high speed. Along this path, the granules of metal powder melt under the influence of the beam, thus selectively welding with each other and with the parts of the previous layer. When the laser beam has completed its movement, the finished part of the model descends downwards a tiny distance, and a new layer of powder is dragged over the lowered surface. This printing cycle is repeated until the finished product is obtained.


Since at all stages of printing the finished part of the object is in a container with powder, the gravitational load of the protruding parts is distributed over the powder. Therefore, with SLS 3D printing, the development and printing of supports is not necessary. However, when printing prosthetics, we still add supports. This has to be done because the metal is very strongly welded to the printer plate and the finished prosthesis needs to be sawed off from the base. It is much easier to saw off thin supports than the body of the prosthesis itself.
If the metal frame needs to be brought to perfect accuracy, the printed frame is installed in a milling machine and the surface of the prosthesis is cut with a cutter.
Technicians working in this department





