







3D-tisk
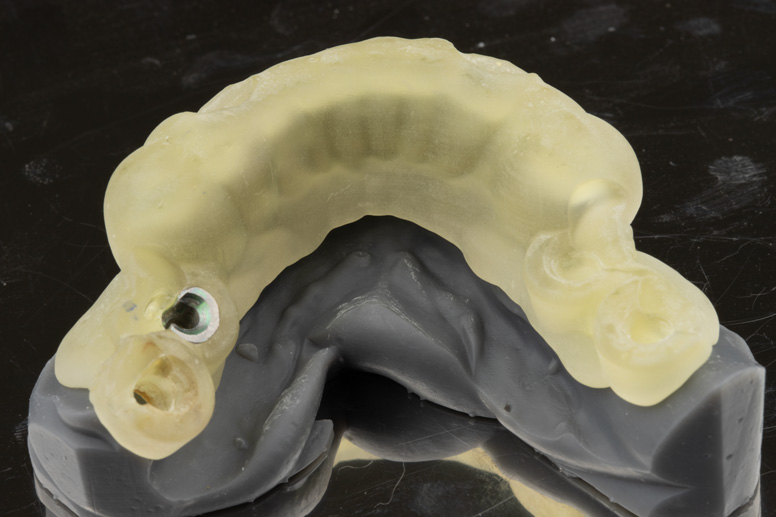
3D tištěné struktury jsou široce používány jako modely nebo chirurgické šablony. Stejně jako sádrový model, tištěný model může být skládací nebo dokonce elastický. Například je možné tisknout dvě čelisti v jednom bloku s imitací pohybu čelistí.
Široce se používají tři typy 3D tiskáren: filamentové, stereolitografické (SLA) a laserové slinovací (SLS) tiskárny. Vláknové tiskárny se vyznačují velkorozměrovými produkty a nízkou přesností, což znemožňuje jejich použití v zubní laboratoři.

Princip činnosti tiskáren SLA a MSLA je založen na polymeraci pryskyřice pod vlivem ultrafialového záření (světla). V tiskárně SLA se jediný tenký paprsek světla rychle pohybuje po povrchu pryskyřice, zatímco v tiskárně MSLA je rovnoměrné světlé pozadí filtrováno LCD matricí, což umožňuje zapékání pryskyřice na různých místech ve stejném čas. Tiskárny MSLA umožňují provádět tiskový proces mnohem rychleji, proto jsou v praxi častěji využívány.
120201D
Model 3D Tisk (1 Ks)
300
30712
Provizorní korunka, foto tisk
700
120215
CAD CAM modelovani + 3D tisk (estetický návrh 1 člen)
400
Plošina, ke které je základ budoucího modelu připevněn, se postupně zvedá z pryskyřice a každých pár sekund se na ni přidává další vrstva. Pokud některá část modelu v určitém okamžiku během tisku „visí ve vzduchu“, vytvoříme speciální podpěry pomocí počítačového modelování.
Stereolitografický 3D tiskový výstup vyžaduje následné zpracování. Podpěry musí být vyříznuty z hotového výrobku. Potištěný předmět se pere ve speciální pračce Creality UW-01 k odstranění zbytkové tekuté pryskyřice a umístěn do UV komory bredent bre.Lux PowerUnit 2 </a > pro dodatečné vytvrzení.

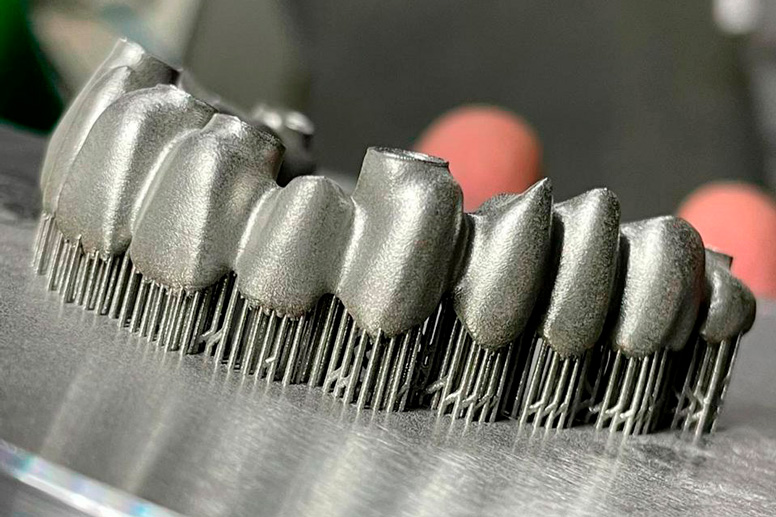
SLS je technologie laserového svařování rámu z kovového prášku podle CAD/CAM modelu. S použitím SLS je výroba rámu nákladově efektivnější než frézování, ale zároveň srovnatelná v rychlosti. Jde o to, že fréza vyřeže kolem obrobku velké množství cenného kvalitního materiálu. Také po frézování zůstane kovový kotouč – zbytek materiálu. Zároveň lze zbývající prášek SLS znovu použít v dalším cyklu.
30611S
Korunka fazetovaná, Metalokeramika (SLS)
3 000
40315S
Člen můstku fazetovaný, Metalokeramika (SLS)
2 800
70239
Fast & Fixed, SLS, zuby Ivoclar, Stratos, bez Multi-Unit
24 000
V každé fázi tisku samostatné vrstvy se laserový paprsek tiskárny pohybuje vysokou rychlostí po programem definované dráze. Tímto způsobem se granule kovového prášku roztaví paprskem, čímž se selektivně svaří mezi sebou a s částmi předchozí vrstvy. Když laserový paprsek dokončí svůj pohyb, hotová část modelu klesne na malou vzdálenost a na sníženou plochu dopadá nová vrstva prášku. Tento tiskový cyklus se opakuje, dokud není získán hotový produkt.


Protože je hotová část předmětu ve všech fázích tisku v nádobě s práškem, gravitační zatížení vyčnívajících částí je rozloženo na prášek. Proto u SLS 3D tisku není potřeba vyvíjet a tisknout podpěry. Při tisku protetiky však stále přidáváme podporu. To musí být provedeno, protože kov je velmi pevně přivařen k desce tiskárny a hotovou protézu je třeba odříznout od základny. Je mnohem snazší odříznout tenké podpěry než samotné tělo protézy.
Je-li třeba kovový rám dovést do dokonalé přesnosti, tištěný rám se instaluje do frézky a povrch protézy se ořízne frézou.
Technici provádějící práce v těchto odděleních






